


Схемы сборки гофротруб
Скачать инструкцию на сборку металлических гофрированных конструкций (752 Кб)Скачать раскладку листов - сборочный чертеж (СТО 05765820-001-2014) (328 Кб)
Скачать раскладку листов - сборочный чертеж (СТО 05765820-003-2014) (137 Кб)
Скачать раскладку листов - сборочный чертеж (СТО 05765820-004-2014) (115 Кб)
Инструкция на сборку металлических гофрированных конструкций
1 Общие положения
Перед сборкой металлических гофрированных конструкций (МГК) необходимо ознакомиться с требованиями настоящей инструкции и требований источников: «Методические рекомендации по применению металлических гофрированных труб» распоряжение Росавтодора (Российского дорожного агентства) от 17.06.2002 № ОС-542-р, ВСН 176-78 «Инструкция по проектированию и постройке металлических гофрированных водопропускных труб».
1.1 Металлическую гофрированную конструкцию (МГК) Ду до 3м с болтовыми стыками внахлестку, следует собирать из секций, предварительно собранных на полигоне, или непосредственно на месте (вблизи места) укладки из отдельных элементов. Сооружения арочного типа и круглые МГК большого диаметра собирают из отдельных элементов на строительной площадке. В этом случае рекомендуется на полигоне проводить укрупнение элементов до габаритов, удобных к транспортировке.
Длина секций назначается из заданных проектных длин МГК. На одном сооружение возможно применение секций различных длин. При назначении длин секций необходимо учитывать возможности транспортных средств для перевозки конструкций на строительную площадку. Длины секций рекомендуется принимать не более 10м. В промежуточных секциях число звеньев должно быть нечетным.
1.2 Сборку МГК следует осуществлять согласно монтажной схеме, имеющейся в проекте производства работ. Монтажная схема определяет:
- порядок установки гофрированных элементов при сборке и объединении секций;
- порядок перевозки секций;
- порядок установки болтов;
- схему специальных стяжек и подмостей для крепления МГК диаметром более 2м в поперечном сечении во время сборки;
1.3 Проект производства работ (ППР) должен учитывать особенности установки металлоконструкций в проектное положение в зависимости от верхнего очертания подушки под МГК. При основании, спланированном без устройства ложа, допускается сборка МГК (параллельно проектной оси сооружения) и последующая накатка ее в проектное положение.
1.4 Все элементы МГК, материалы, инструменты и оборудование должны быть завезены на строительную площадку до начала сборки.
При сборке «с колес» доставляются только отдельные элементы для объединения секций. При спрофилированном ложе основания МГК следует устанавливать краном.
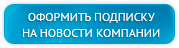
1.5 При сборке МГК следует использовать комплект инструмента: торцевые ключи (а), ломики (б), крюки с кольцами (е), оправки (г), электрические и пневматические гайковерты, молотки.
1.6 Монтаж МГК с монолитными или сборными оголовками должен начинаться со сборки фундаментной части низового оголовка с последующей укладкой металлических конструкций сооружения (секций, элементов) и завершением устройства оголовков.
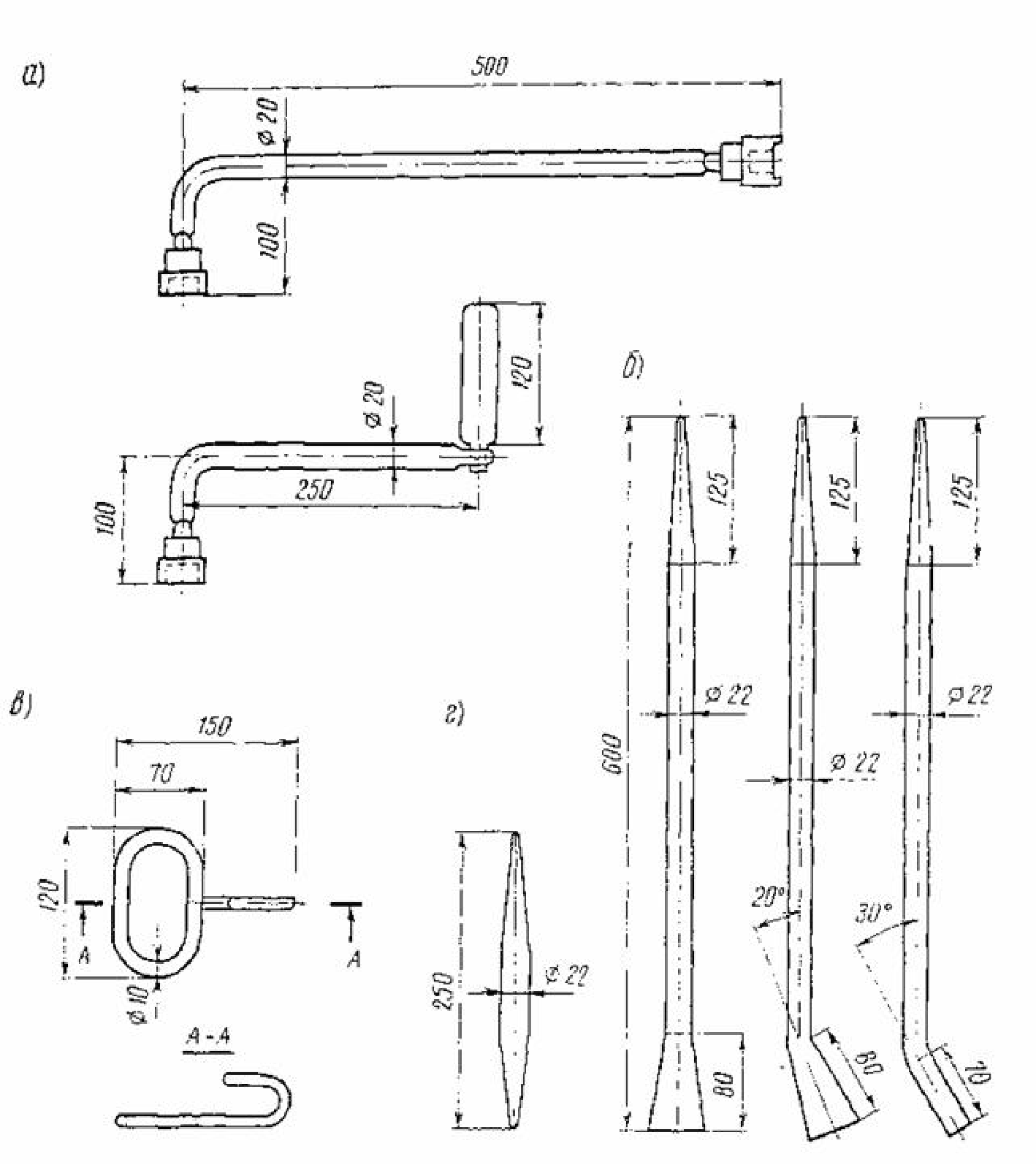
1.7 Монтаж металлической гофрированной трубы из отдельных элементов, изготовленных на заводе, осуществляют с помощью сферических болтов и гаек. Для гофра 130х32,5 мм допускается монтаж при помощи болтов, гаек и шайб. Шайбы специальные - одна плосковыпуклая, другая плосковогнутая. Шайбы необходимо устанавливать так, чтобы их криволинейные поверхности были обращены к элементам труб, а плоские к головкам болтов или к гайкам
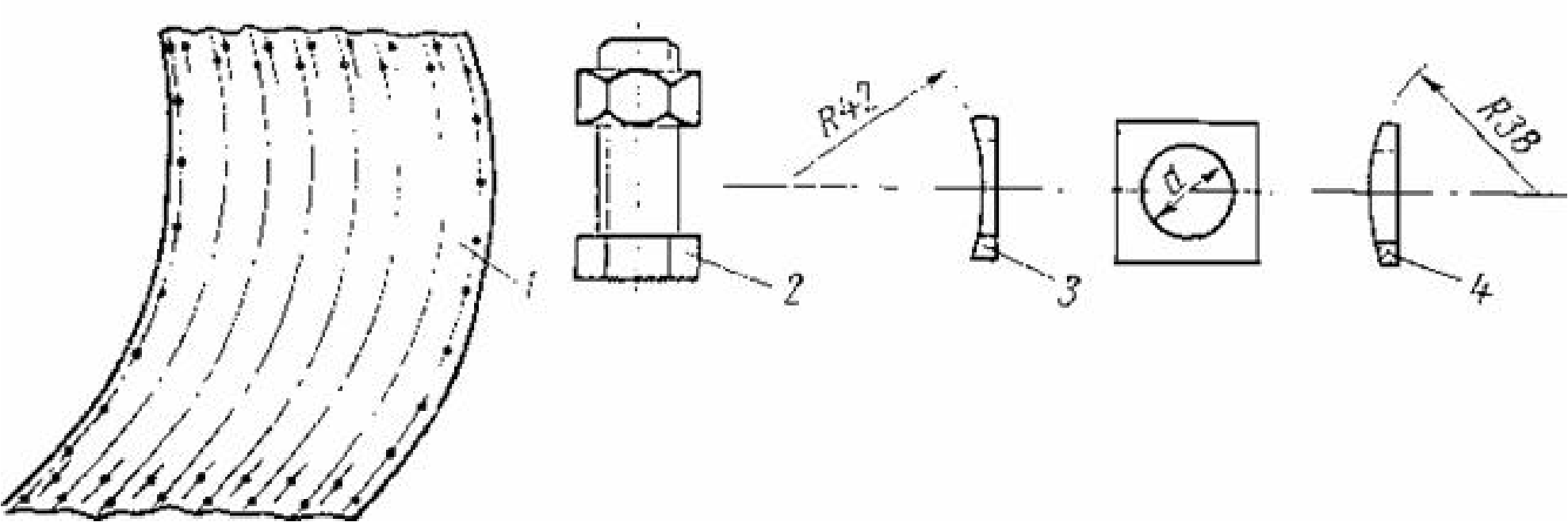
1.8 Перед началом работ следует проверить наличие маркировки, отбраковать элементы, выправить погнутые места деревянным молотком и разложить элементы и ящики с крепежом вдоль оси конструкции.
При отбраковке элементов и крепежа следует проверять маркировку элементов, геометрические размеры элементов и крепежа, качество защитного покрытия.
На каждом гофрированном листе должны быть указаны марка элемента - клеймо ОТК и клеймо правильной сборки.
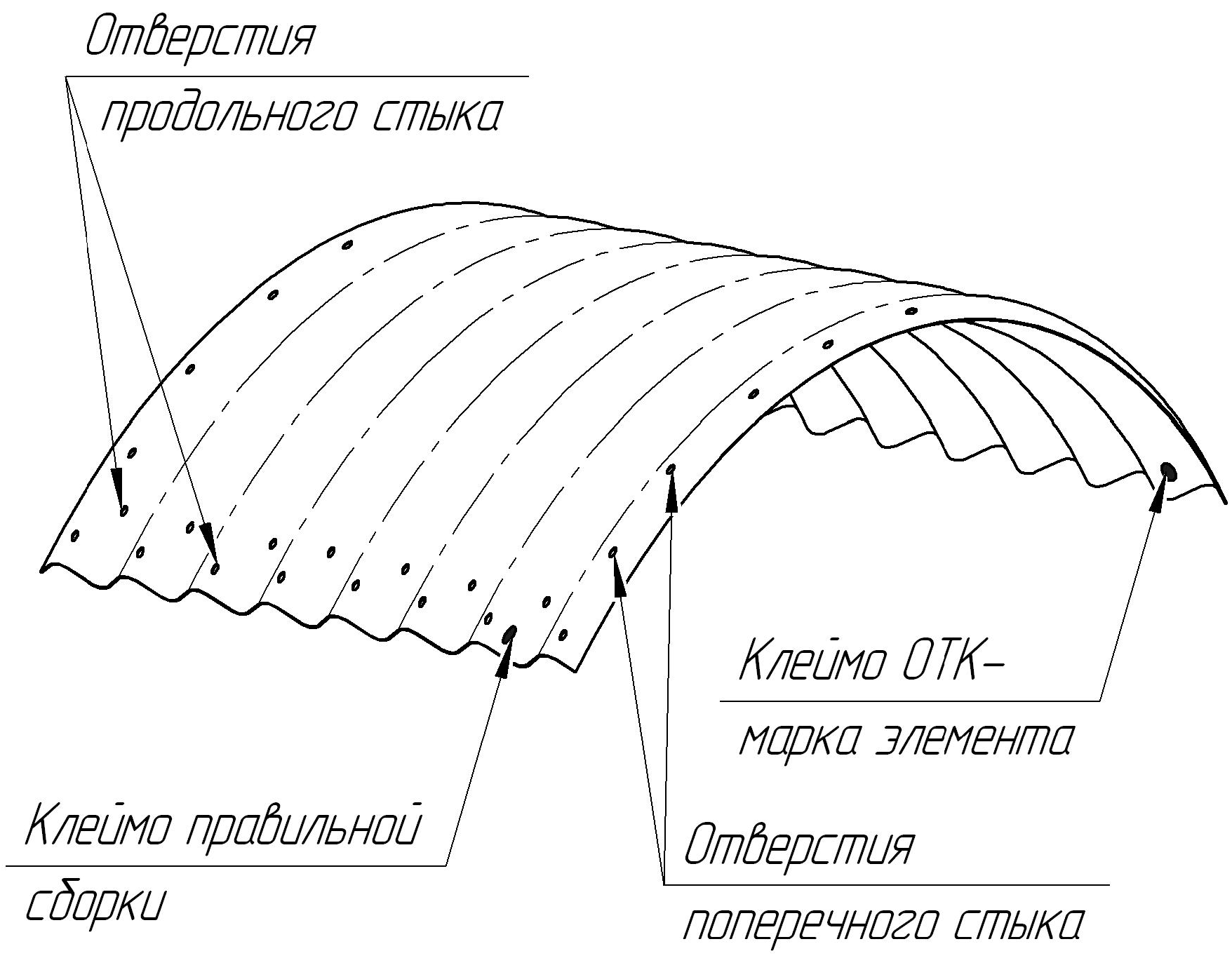
Марка элемента условно показывает:
- параметры гофра;
- диаметр условного прохода МГК;
- толщину металла элемента;
На каждом пакете гофрированных элементов должна быть бирка с указанием марки элемента, марки стали, толщины элемента, диаметр условного прохода МГК, наименование завода изготовителя, года выпуска. Геометрические размеры элементов конструкции и крепежа должны отвечать требованиям проекта.
Соприкасающиеся поверхности элементов и крепежа необходимо очистить от грязи и посторонних частиц.
2 Сборка секций МГК
2.1 Перед сборкой секций МГК необходимо выполнить подготовительные работы: разместить гофрированные элементы, окаймляющие конструкции, ящики с крепежом, необходимый инструмент. При необходимости использовать передвижную электростанцию и компрессор.
В случае отсутствия на месте строительства ровной площадки, сборку МГК следует производить на подготовленных деревянных подмостях, расположенных вблизи проектной оси МГК
2.2 Сборку трубы рекомендуется осуществлять по одной из двух принципиальных схем.
Схема№1(рис.1): при сборке трубы диаметром 1,5 м из трех элементов в звене вначале раскладывают нижние элементы на длину секции или трубы и объединяют их тремя-четырьмя болтами, устанавливаемыми в средней части элементов. Раскладку производят со сдвижкой соседних элементов на величину, кратную шагу болтов поперечных стыков. Строго соблюдают однотипность сборки вдоль всей трубы, соблюдая, чтобы продольные стыки всех четных элементов были расположены на одной прямой, а нечетных - на другой. Затем устанавливают два других элемента звена. Завершающая операция сборки - постановка и затяжка всех болтов. Если болты затягивают до окончания сборки всей трубы или секции, то наблюдают, чтобы между звеном, в котором затягивают болты, и собираемым было не меньше трёх звеньев с наживленными болтами.
Важнейшее обстоятельство, определяющее качество сборки - правильное взаимоположение элементов в звене (в продольных стыках звеньев). Взаимное расположение элементов в продольных стыках всех звеньев должно быть однотипным. Это достигается тем, что один конец элемента накладывают изнутри трубы, а другой снаружи.
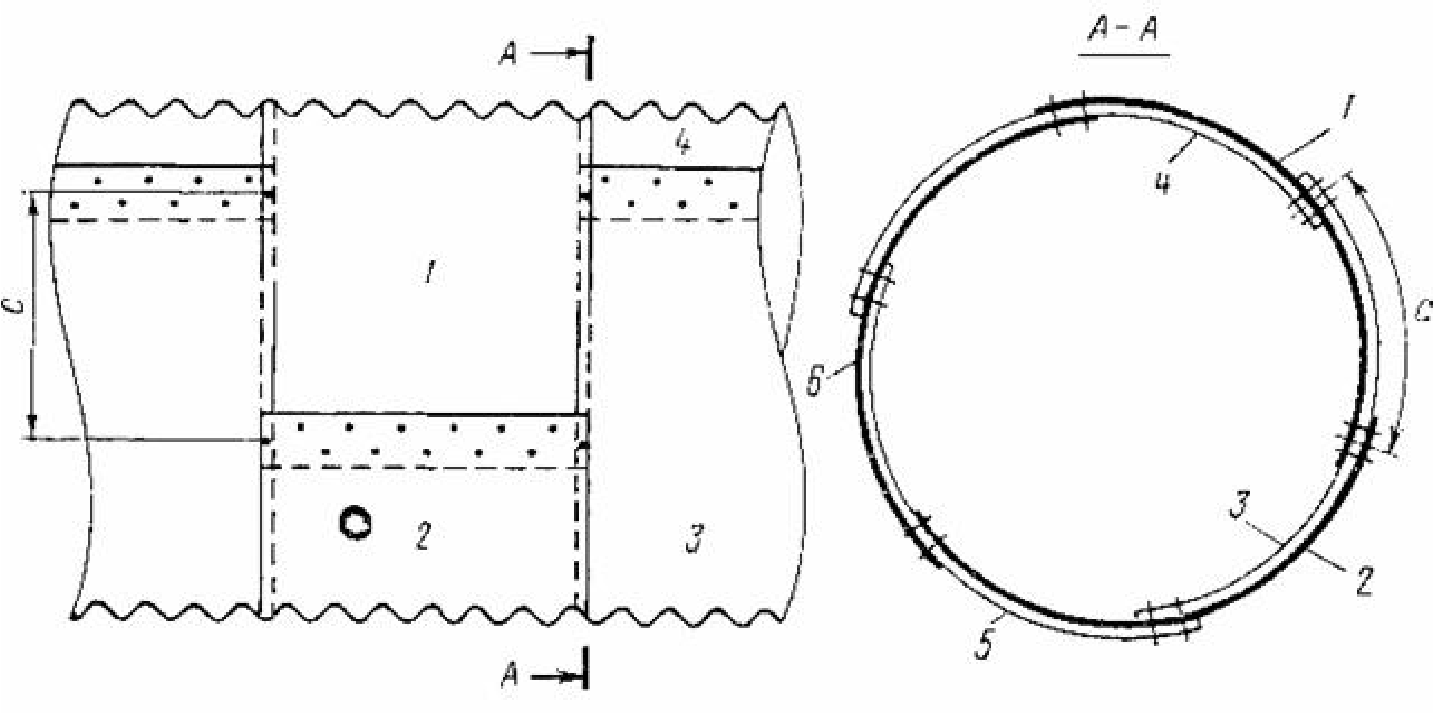
В местах стыковки трех элементов не должно быть соприкосновения двух из них, входящих в одно звено. При этом надо, чтобы болтовые отверстия второго от кромки листа ряда (с внутренней поверхности трубы) находились на гребнях гофров, направленных внутрь трубы.
Расположением болтов и отличается правильный стык от неправильного. Для монтажа секции нужно назначать их длину так, чтобы они имели нечетное число звеньев. Тогда не возникнет трудностей при стыковке секций и не нарушится общая схема расположения элементов в трубе. Это правило не обязательно для крайних секций. В целях облегчения стыковки секций на концевых звеньях три крайних болта в продольных стыках не ставят, а остальные не затягивают. Для сборки труб диаметром 2 м и больше применяют специальные стяжки и подмости, причем внутренние и наружные для труб диаметром 3 м и только наружные для труб диаметром 2 м. Стяжки предназначены для временного крепления элементов в поперечном сечении трубы.
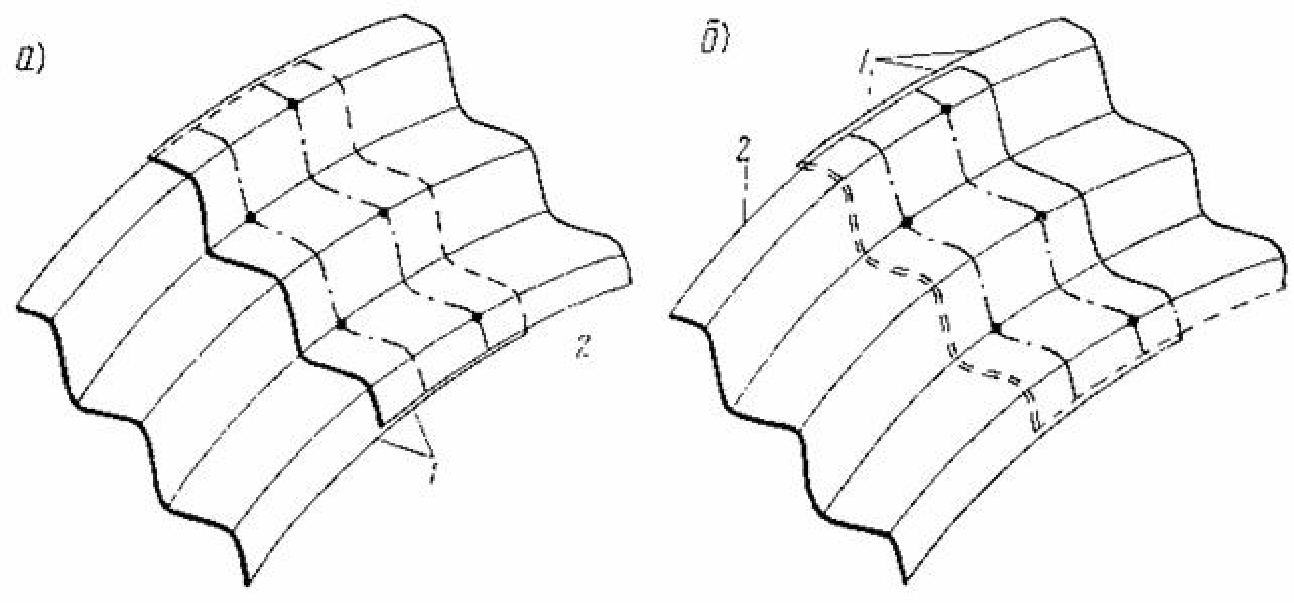
Схема №2(рис.2): первоначально монтируют отдельные звенья, из которых затем собирают секции труб, или сами трубы. Для сборки отдельных звеньев элементы ставят вертикально на сборочной площадке, обеспечивая правильное положение стыковки, для чего один рабочий находится внутри звена, второй - снаружи. Болты в количестве трех-четырех ставят только в средней части звена. Собранное звено опрокидывают и откатывают. Затем два звена расставляют на определенном расстоянии и заводят нижний элемент соединительного звена с соблюдением правил, т.е. смещают линию продольных стыков на величину, кратную шагу болтов поперечных стыков, и тоже следят, чтобы взаимное положение элементов в продольных стыках было однотипным, а в месте стыковки трех элементов элементы одного звена не соприкасались. Затем ставят все болты в поперечных стыках и добавляют их в продольных. Исключение составляют отверстия по краям концевых звеньев. Таким же образом собирают еще одну секцию из трех звеньев, и, стыкуя ее с первой, получают секцию из семи звеньев. При необходимости можно к секции из трех звеньев присоединить еще одно звено и получить секцию из четырех звеньев.
Секцию или трубу с четным числом звеньев получают путем удлинения ранее собранной. По концам трубы на крайних звеньях монтируют окаймляющие уголки. Это можно сделать и на базе, устанавливая их на концах крайних секций. Окаймляющие уголки устанавливают, когда в продольных стыках крайних звеньев поставлено неполное число болтов. Таким образом, перед укладкой трубы на проектную ось имеют или привезенные с базы секции, или полностью смонтированную трубу. В первом случае стыкуют секции в трубу полной длины, а затем укладывают ее в проектное положение с помощью кранов. Так же укладывают и полностью смонтированную трубу.
Основное средство защиты металлических гофрированных труб от коррозии - цинковое покрытие.
Дополнительное защитное покрытие делают из полимерных эмалей и битумных мастик. Такое покрытие можно устраивать или по всей поверхности трубы, т.е. снаружи и изнутри, или же только снаружи (указания об этом, а также о составе покрытия содержатся в проекте). Вид защитного покрытия зависит от степени агрессивности воды и грунта в зоне трубы
3. Правила безопасности при сборке МГК
Правила безопасности при сборке МГК должны регламентироваться производителем работ и соответствовать требованиям: «Методических рекомендаций по применению металлических гофрированных труб. Распоряжение Росавтодора (Российского дорожного агентства) от 17.06.2002 N OC-542-р.я и «ВСН 176-78 (Минтранстрой СССР, МПС СССР)
Инструкции по проектированию и постройке металлических гофрированных водопропускных труб».
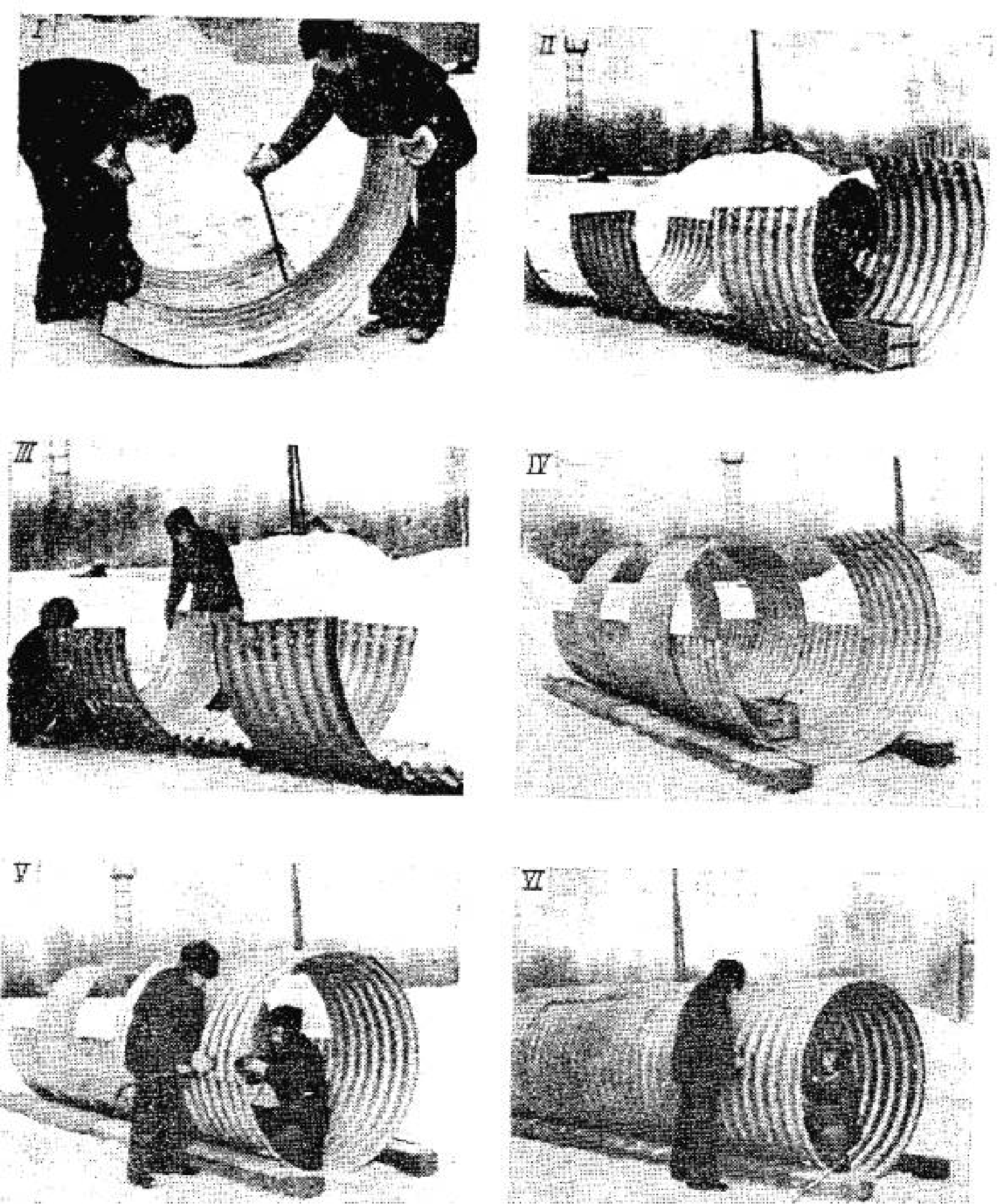
Рис.1 Последовательность монтажа труб по первой схеме
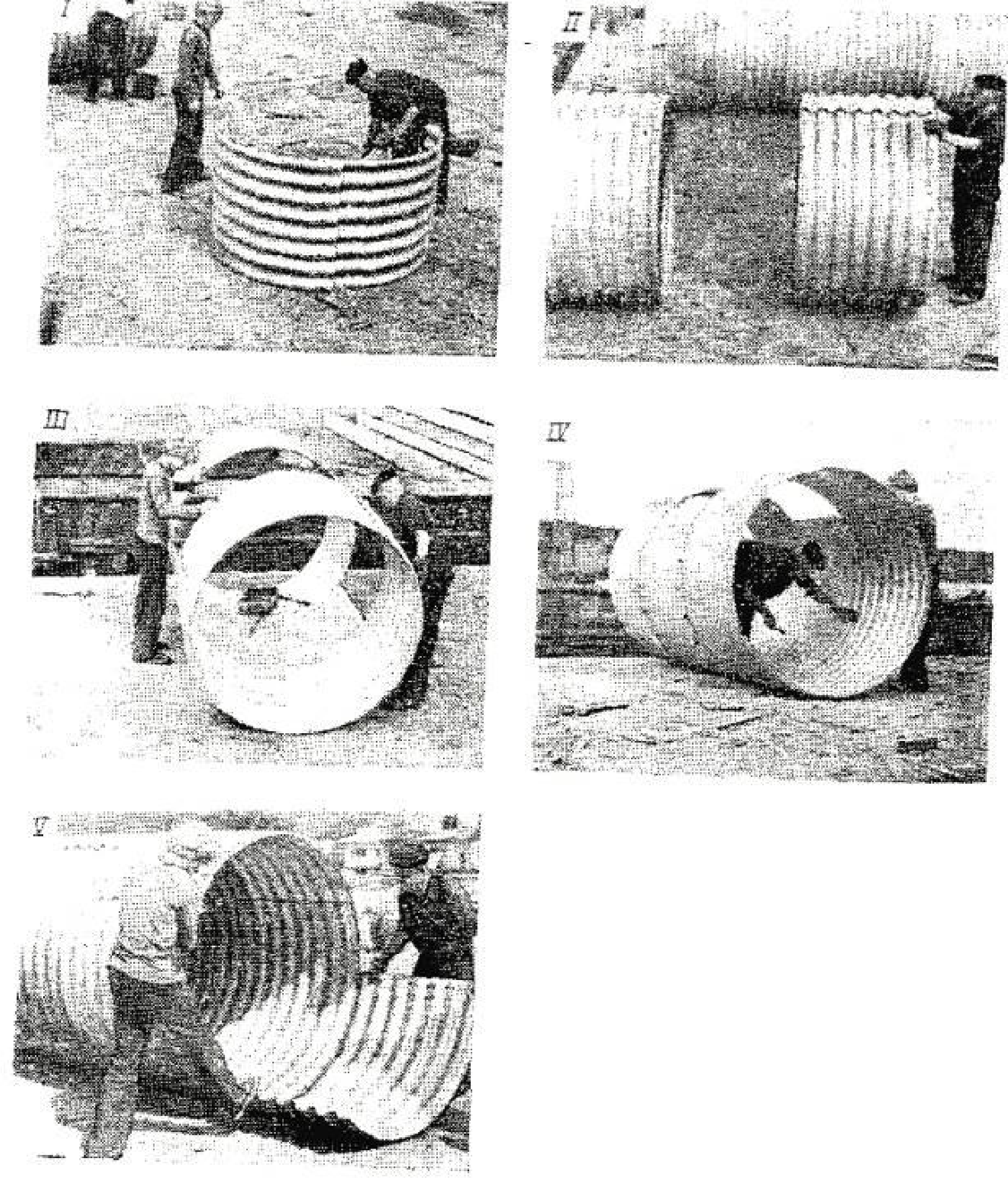
Рис.2 Последовательность монтажа труб по второй схеме
Раскладка листов - сборочные чертежи
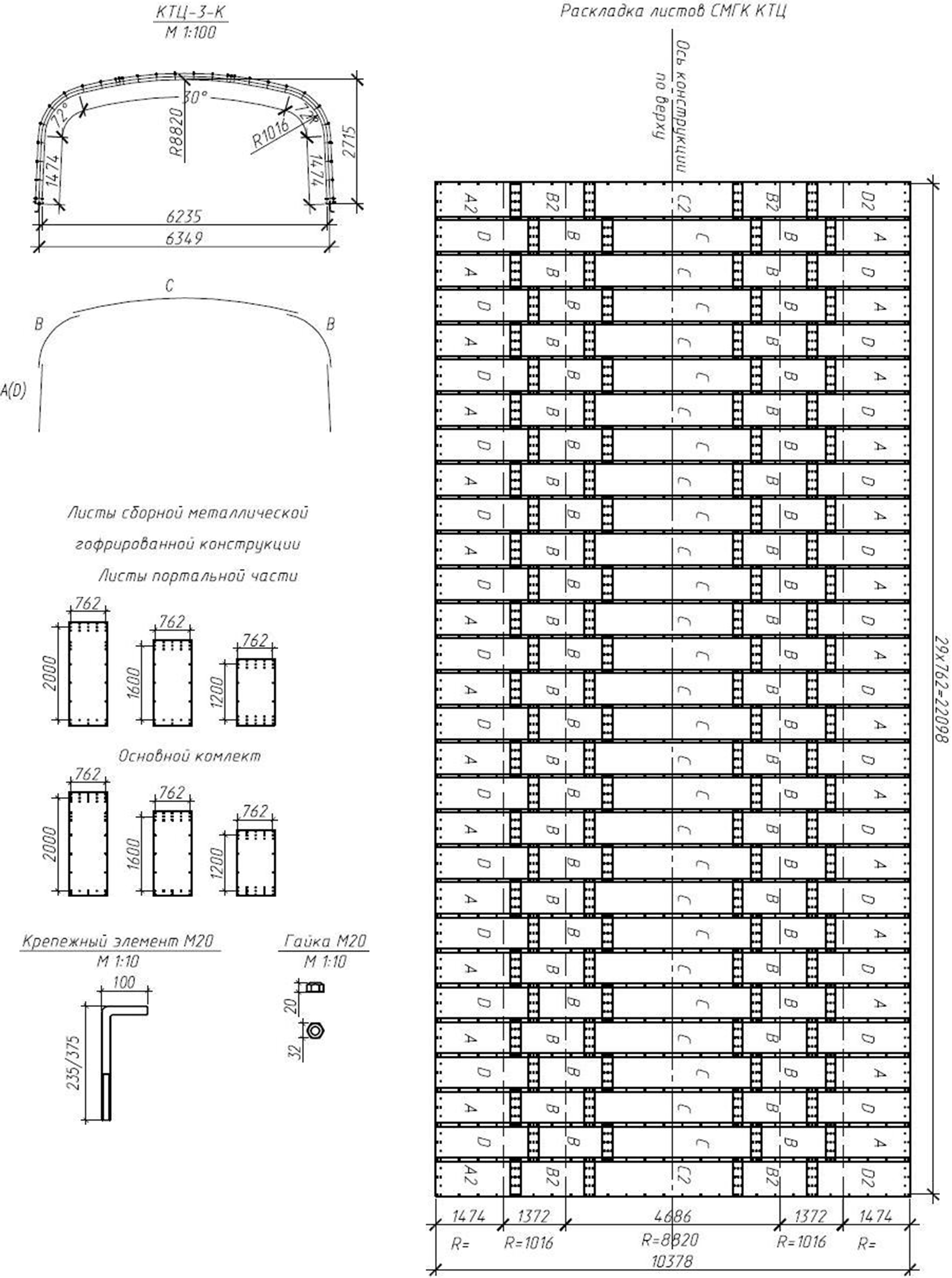
СТО 05765820-001-2014
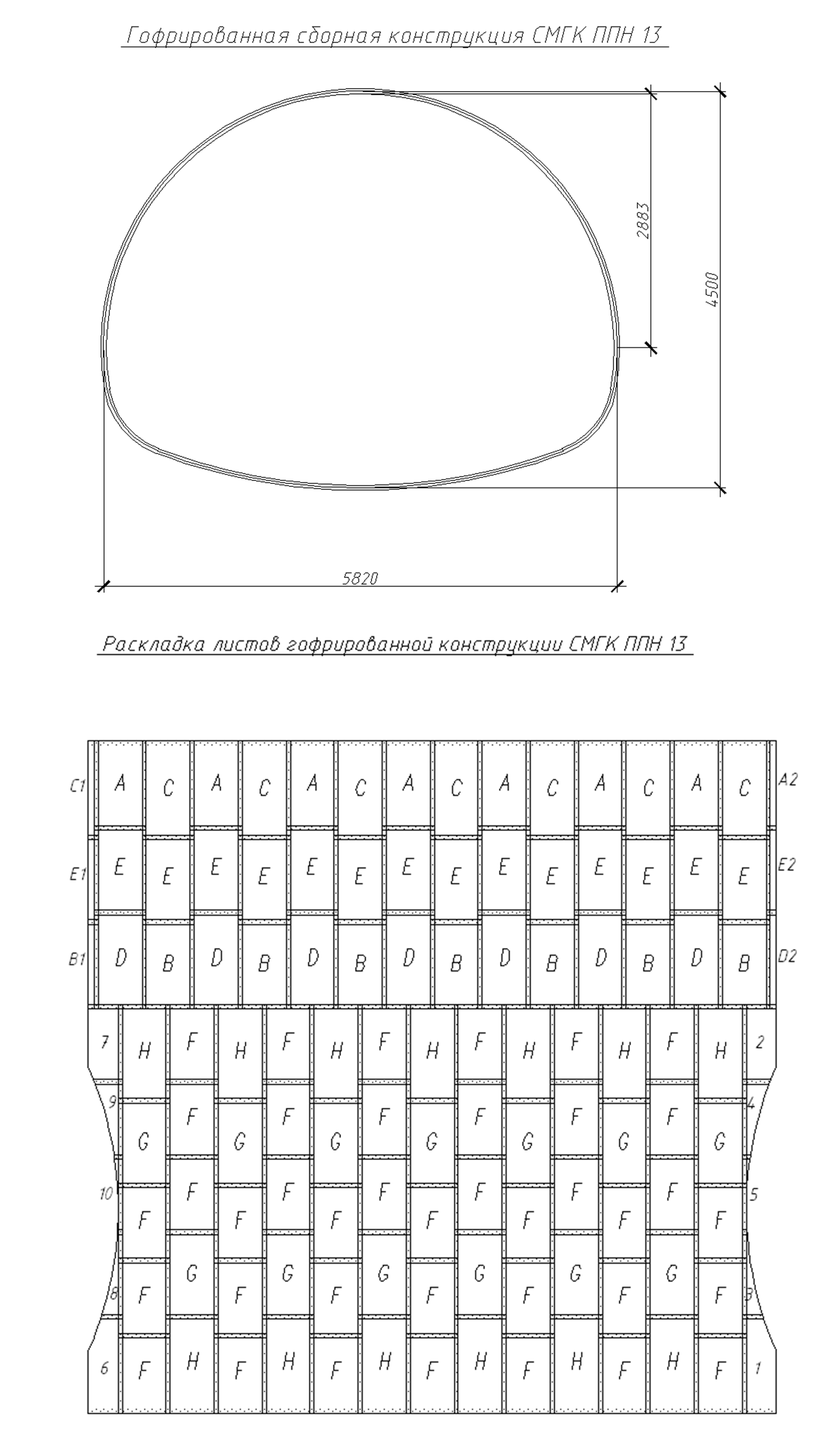
СТО 05765820-003-2014
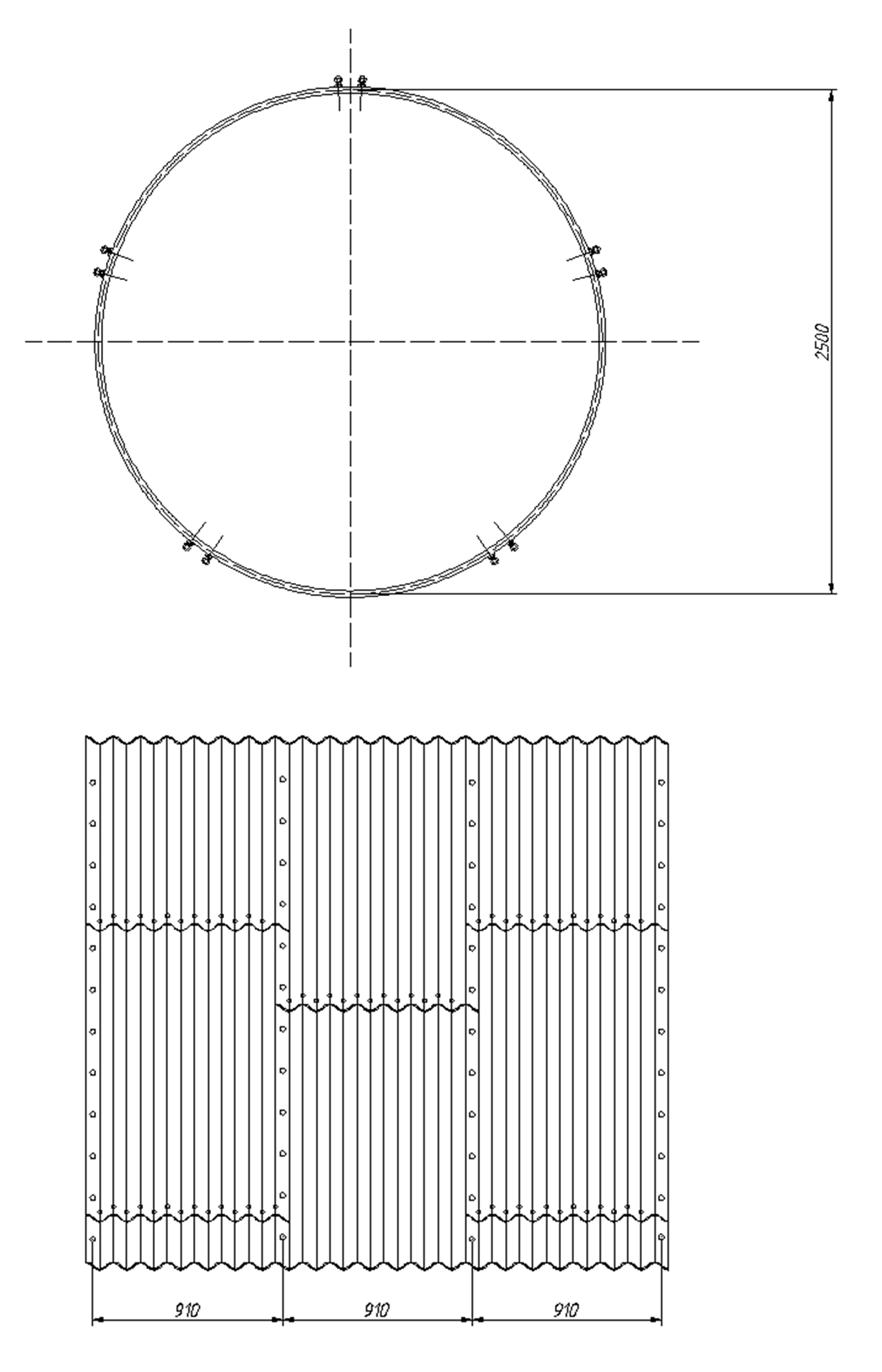
СТО 05765820-004-2014



{kind=link}